|
更高的吞吐量和产率
刀片切割的加工时间取决于切割线的数量。如果芯片尺寸小,则需要更长的切割工艺时间,并且吞吐量会降低。然而,在等离子切割工艺中,蚀刻是一次性地在整个晶圆上进行的,因此无论需要多少切割跑道,产能吞吐量都保持不变(见图5)。此外,等离子切割工艺采用了更窄的切割跑道设计。而使用刀片切割时,由于刀片的厚度,始终存在最小切割跑道宽度。松下公司的模拟实验显示,对于0.5平方毫米芯片尺寸,采用新的等离子体工艺,将切割跑道宽度从60微米降低到5微米、产率可提高23%(参见图6)。
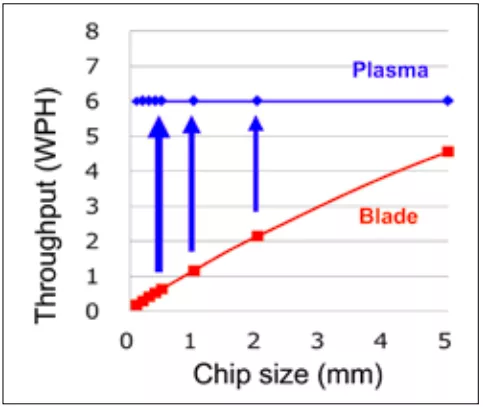
▲图5:生产率曲线显示芯片面积较小时优势增加
但是,在处理具有5微米切割跑道宽度的晶圆时,我们需要考虑如何避免芯片接触其他芯片。
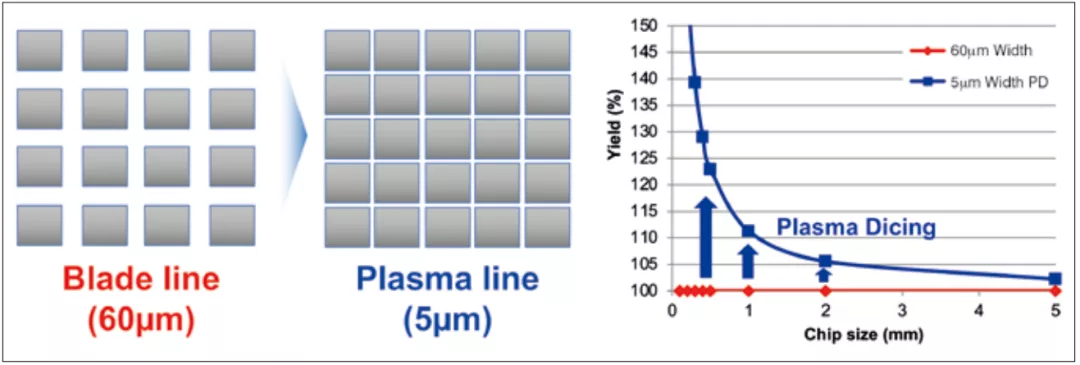
▲图6:跑道宽度减小可以实现每晶圆更多芯片
不同晶圆工艺的适用性
松下等离子切割工艺可应用于具有掩模图案的晶圆切割,该掩模图案可通过光刻或激光图案化方法进行。应选择合适的工艺流程以适合晶圆设计(图7)。
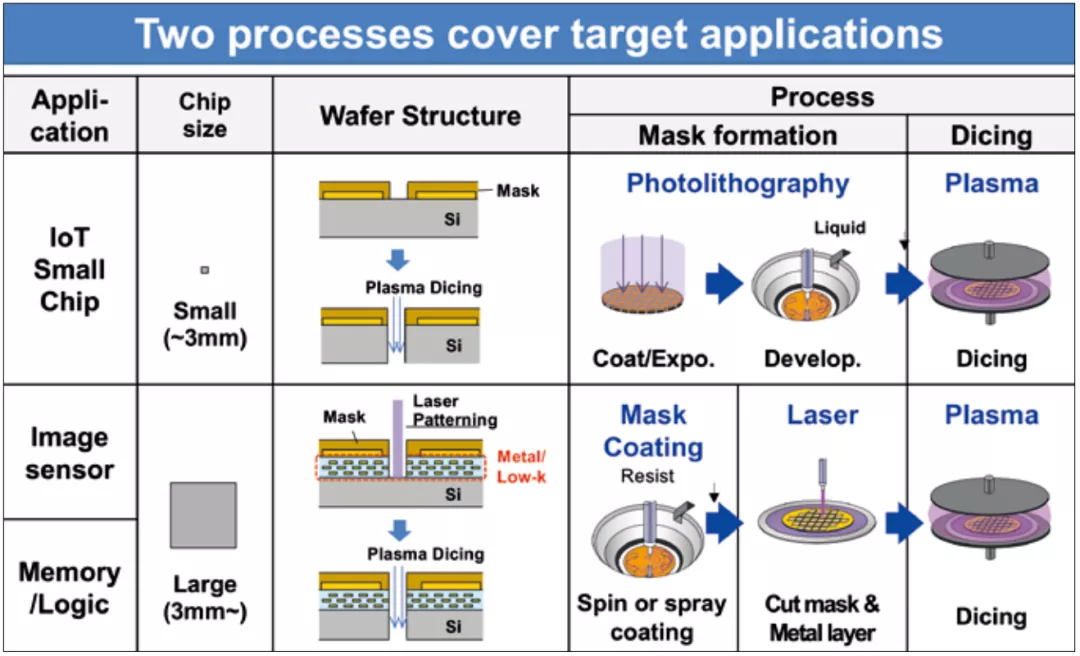
▲图7:松下的等离子切割工艺应用
等离子切割是一项高质量的创新,根据最终应用提供不同的优势,如图8所示。对于微小型芯片应用,例如射频ID标签、物联网器件或MEMS传感器,每个晶圆上获得更多芯片的能力,以及减少加工时间是至关重要的。对于像图像传感器这样的器件,清除污染颗粒是至关重要的,而且更平滑、无损伤的侧壁,没有热影响区或开裂,从而可以增加有源区面积。对于存储器集成电路制造商来说,消除损伤是最重要的。
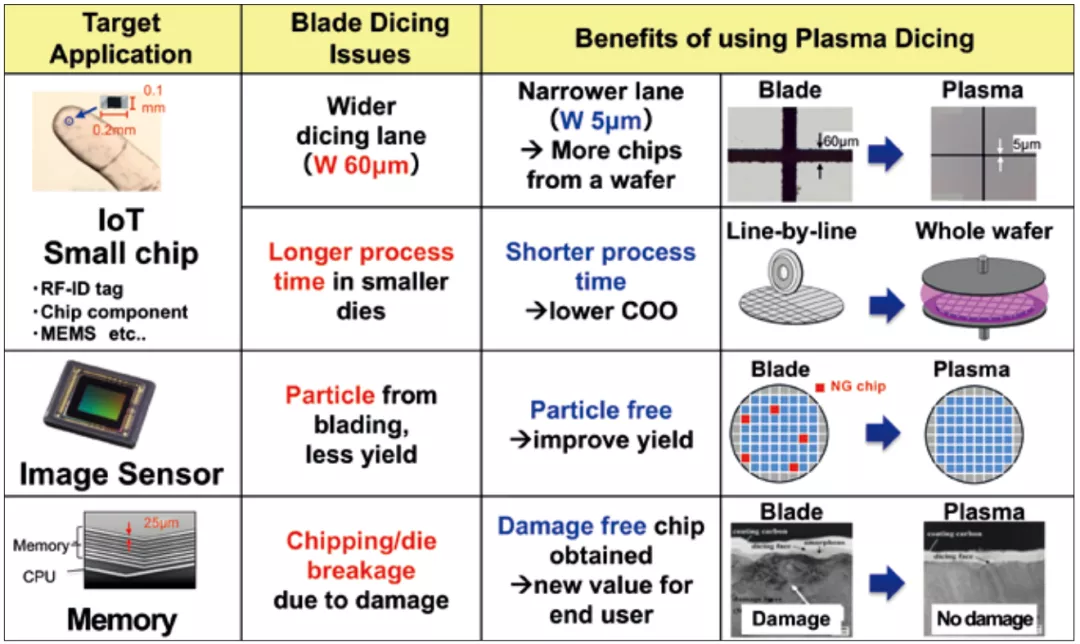
▲图8:等离子切割的好处
松下示范中心
为了演示等离子切割工艺,松下在日本大阪建立了客户示范中心。该1000级设施能够处理直径为200mm和300mm的晶圆,最小厚度为25微米。该中心设备齐全,包括两台APX300等离子切割机、激光掩模设备、抛光机、光刻及测量设备等,使客户能够快速、全面地评估不同的产品和材料。
结论
松下的等离子切割工艺实现了无损伤和无颗粒切割,从而产生内在更强的芯片并提高产量。生产能力得以提高,同时还降低了生产成本。图9总结了不同的切割工艺和等离子切割工艺的优点。本文中的所有数据都已在松下等离子切割演示中心的日本大阪智能工厂解决方案设施中使用APX300等离子切割机上进行了验证。松下公司正在继续开发其他材料的等离子切割工艺,如碳化硅、砷化镓、氮化镓及二氧化硅等。
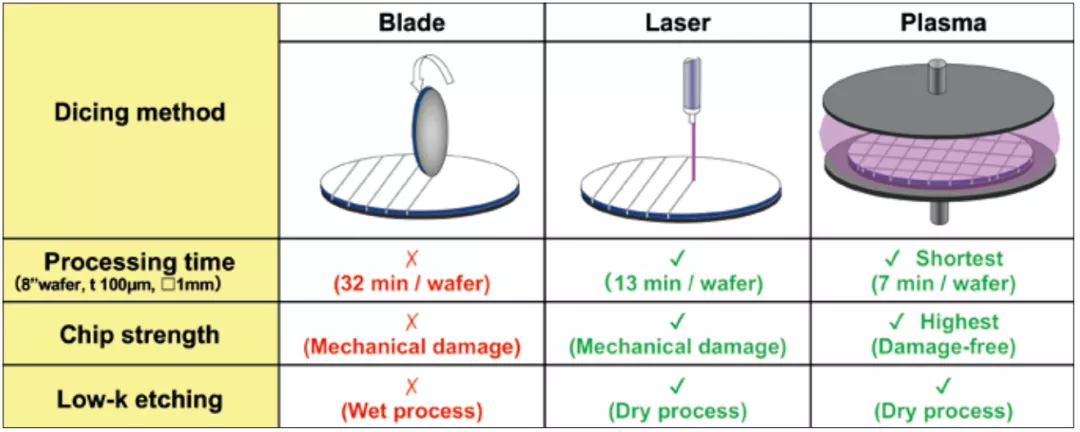
▲图9:切割工艺的汇总比较 |